


電極治具が
品質のカギを握る匠技。
他社電解研磨よりも良質な不動態皮膜を形成することが可能で光沢が良く、表面性能の改質、バリ取り、刃物切刃の鋭利化、溶接跡の除去に利用されています。
ステンレス電解研磨
電解研磨溶液中で、製品(ステンレス)を陽極として直流電流を流し、その表面をミクロン単位で電気化学的に溶解します。
このとき電解研磨液の性質により、金属の突起した箇所が優先的に溶解されて、平滑な光沢面が得られます。
効果
防錆能力、耐食性の向上
ステンレス表面の鉄を選択的に溶かすため、表面がクロムリッチになり耐食性が向上します。電解研磨によって表面のクロムが18%→60%になります。ステンレスは鉄にクロムを含有させた合金で、 その表面にあるクロムが不動態皮膜をつくっているため錆びません。
洗浄性、非付着性(汚染防止)の向上
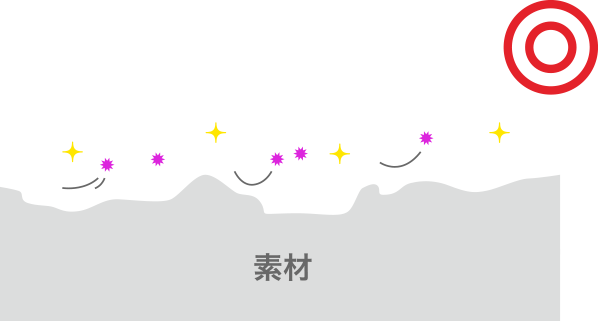
下図のように、粗い表面に電解研磨処理を行うことで、凸部が優先的に溶かされ、表面の凸凹が小さくなります。
なだらかな表面が得られることで隙間にコンタミやウイルスが付着しにくくなります。
- 機械研磨後この隙間にウイルス等が入り込み、
かつ洗浄が困難です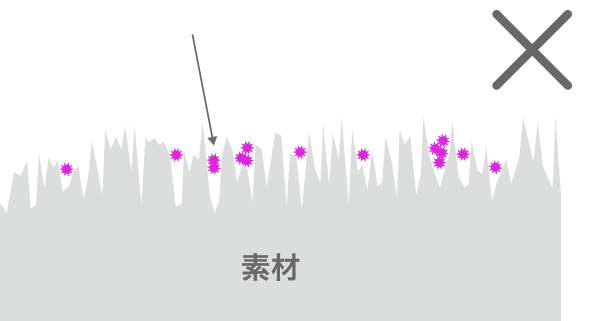
- 電解研磨後電解研磨後にウイルス等が付着しても洗浄によって完全に取り除くことができます。
機械研磨と電解研磨後の面粗度の比較
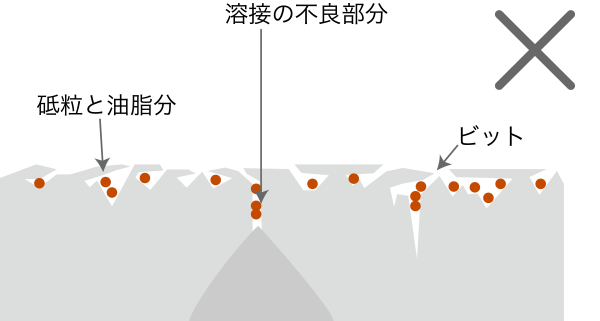
バフ研磨によって隠され、洗浄でも取り除けない汚れの除去
バフ研磨は圧力をかけて磨くため、砥粉や油脂分等の上にバリが覆いかぶさり、洗浄しても取り除くことができません。
バフ研磨は綺麗に見えますが、実は汚れが埋まっています。
- バフ研磨後
- 電解研磨後

バフ研磨と電解研磨後の面粗度の比較
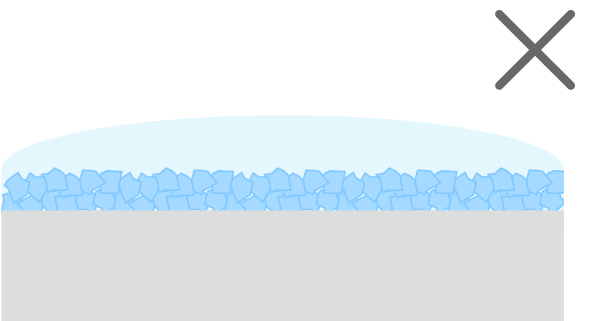
機械研磨によってできた加工変質層の除去
機械研磨など、物理的に表面を加工した際の熱の変化によって素材表面が変質します。加工変質は、ステンレス本来の性質が損なわれ、経年後の耐食性の低下に繋がります。機械加工後に電解研磨処理を施すことで変質層が溶解され、ステンレス本来の特性が得られます。
- 加工変質層
- 加工変質層が除去される
特徴
- 他社電解研磨よりも良質な不動態皮膜を形成する事が可能で光沢が良い。
- グリーン調達基準をクリアしている(6価クロムが存在しません)。
- 部分的な電解研磨も可能。
- 真空梱包が可能。
溶接ヤケの除去
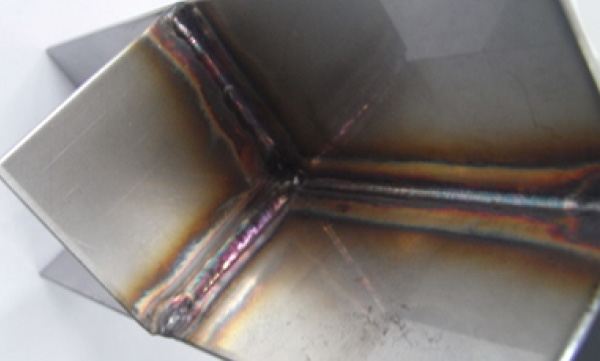 機械研磨後
機械研磨後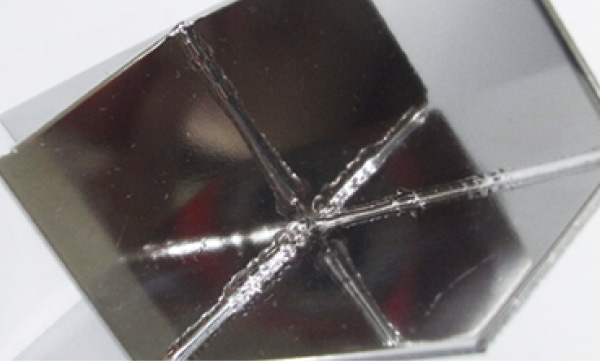 電解研磨後
電解研磨後
適応素材
ステンレス(SUS304、316)
用途
ステンレス電解研磨は、さまざまな分野で利用されています。
表面性能の改質
医療機器
食品機器
真空チャンバー
半導体機器
など
その他
バリ取り(機械加工部品等)
刃物切刃の鋭利化(メス等)
溶接跡の除去(コゲ取り)
など
BEP® 〜指紋が目立たない電解研磨〜
ステンレス製品の外観美の維持・耐食性の向上のための処理です。手すりや取っ手など、常に人の手が触れるような場所や、
医療機器部分で衛生的な外観が求められるものにご利用いただけます。
※ 新家工業株式会社様と共同開発・商標登録した表面処理です。
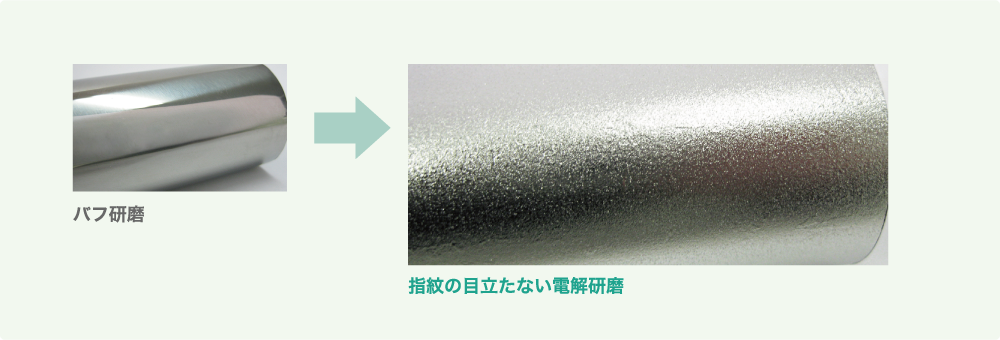
特徴
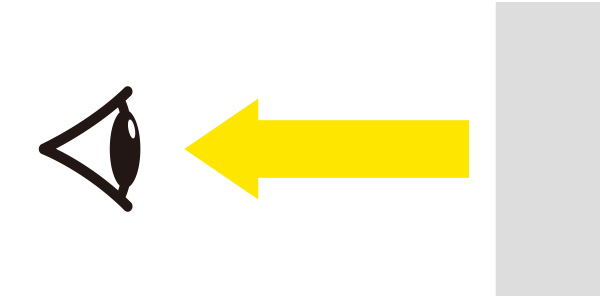
処理の際、ステンレスの素材表面を梨地(微細な凹凸)にすることで、当たる光が乱反射し指紋が目立たなくなります。
- 平滑な面(ステンレス素材等)
- 微細な凹凸のある面
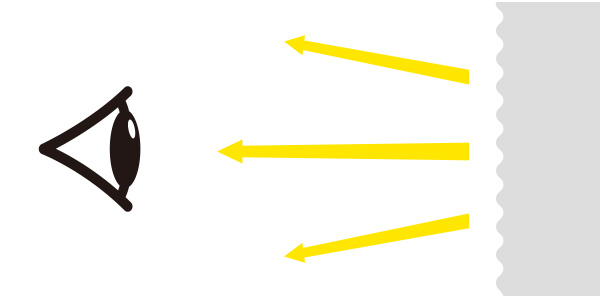
処理の際、ステンレスの素材表面を梨地(微細な凹凸)にすることで、当たる光が乱反射し指紋が目立ちにくくなります。
用途
ドアノブ・取っ手
手すり
電源・ボタンの外装カバー
など